1.
Introduction of Heat Roll
|
Although
anybody did not take much interest in the roll heat generated by former calender,
it was known well enough that the roll heat produces an effect on paper'ssmoothness
and luster.
The
reason why the heat of roll was not a matter of one's concern is that roll temperature
changed up to 10ĪŻC or more luster of paper became unstable and heat
roll was applied habitually only for forming up by calender because steam was
need
as a heat source for heat roll.
Recently
hot roll became the object of one's attention to get paper smooth and luster with
less nip pressure.
Heat
roll was developed as a roll which is available to make flesh of roll cell thin
as far
as possible and equally temperature of roll face with using warm as heat water as
a
heat source.
In
the past, the rotary joint which can stand rotation at high speed was not developed.
However,
T company in U. S. A. have developed the joint which can fully bear high speed
rotation
up to 4 inch caliber and vibration of machine calender roll. It was applied to paper
mill
and proved it excellency. Heat
roll was adopted at first as an middle roll for super calender and met with good
results.
And
then it was adopted to newsprint making machine in order to cope with the tendency
of
light weight newsprint and it is apt to be adopted to high and middle grade printing
paper owing
to the unexpected good results.
|
|
2.
Structure and feature of Heat roll
|
|
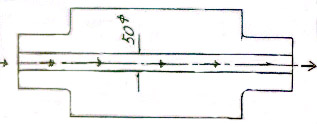
D.
Small Center Hole Type
|
|
|
This
roll was used in the past. It price is cheap.
But it is used usually in case of forming-up
because it makes big difference between
a fluid steamily inside of the roll and
temperature of roll face and has some faults
such as increasing in temperature change
toward the shaft.
|
|
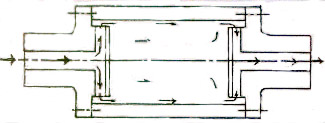
A.
Hollow Assembling Type
|
|
|
This
roll is simple in structure and is used frequently
for machine calender.
The
temperature difference between inside and
outside of roll is limited, temperature change
toward shaft is within 1ĪŻC and volume
of warm water become in ceasing with
capacious inside measurement of the roll.
And also it is equivalent for the first grade
pressure tool in case of using more than
100ĪŻC warm water as heat source.
|
|
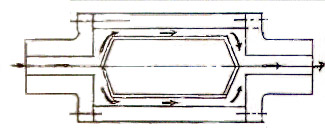
B.
Diskplacer Type
|
|
|
This
roll is used mainly for super calender of which
face needs 100ĪŻC temperature and more.
Its
fluid in volume becomes decreasing because the
temperature change toward shaft becomes below
0.5ĪŻC despite small difference of external temperature
of roll.
It
is not used for machine calender due to complicated
structure, expensive price, unbalanced inside
disk placer and maintenance problems.
It
is not equivalent for the first grade pressure tool
because of pressing inside measurement.
|
|
|
|
3.
Examples of actual use of Heat Calender roll
|
|
1)
Machine Calender
|
|

|
|
|
|
There
are many cases that two or three units of
heat roll are used for machine calender. In
case that two units of roll are used, some of
paper mills produce paper with less pressure
by 20-30% than former NIP pressure when
they are operated under equal smoothness and
luster.
|
|
2)
Super Calender
|
|
|
Two
to four units of Heat Roll are usually used for
super calender. In this case, it is possible to
reduce NIP pressure by 15 percent when they
are operated under equal smoothness and luster.
The
quantity of pack elastic roll is reducing very much
to control temperature of middle roll.
|
4.
Effectiveness of Heat Roll
|
Smoothness
Such
smoothness as is obtainable from normal calendering with high NIP pressure can
be derived from low NIP pressure by using heat roll.
Luster
As
for luster, it is as same as smoothness.
Bulkiness
For
bulkiness the influence of temperature is more powerful than that of NIP pressure.
Brightness
Brightness
is affected more by influence of NIP pressure than that of temperature.
Paper
brightness is not changed in accordance with temperature change but NIP pressure
change affects paper brightness.
Opacity
Opacity
becomes decreasing to some extent as calendering temperature is rising.
However,
opacity is affected more qreatly by NIP pressure than temperature.
Suitableness
of printing
Paper
calendered with less NIP pressure under high temperature makes its face rough
and
brings good results from printing test.
Suitableness
of printing becomes better than smoothness and gross by adopting heat roll.
Improvement
of difference between inside and outside
It
is possible to improve the difference between two sides of smoothness, gross etc
in
accordance with quantity of heat roll and selection of place.
|
|
5. Merit
in using heat roll
|
a)
The time for forming-up by calender can be reduced.
b)
If the smoothness is equal, stable operation can be done with less NIP pressure
and
equal luster.
c)
In case of B.C Type ( Hollow assembling roll ) temperature difference between fluid in
skidding and roll face becomes 3-5ĪŻC and it is easy to control the surface temperature.
In
case of D type ( Center Hole Type ), temperature difference between inside and outside of roll becomes 30ĪŻC - 40ĪŻC, and temperature change towered shaft becomes
over 5ĪŻC.
d)
Since temperature difference becomes within 1ĪŻC the roll operates under same precision
as grinding.
e)
Due to large quantity of flowing oil stuff within roll temperature of roll changes
slightly when paper is passing through roll even though temperature of paper is not equal.
f)
If temperature of roll face changes slightly cold wind can be less used. Roll can
be rarely changed by using cold wind and grinding cycle can be extended owing to equal abrasion
of roll.
g)
Roll temperature other than heat roll difference slightly.
h)
It is possible to cope with external factors so that temperature of roll face changes without restraint. It is able to improve the equality ratio of products.
I)
The quantity of pack in elastic roll can be reduced very much in case of adopting
two to
three units of heat roll for super calender.
|
|
6. Comparative
table of Heat Roll
|
Heat
roll has been using in large quantities in the field of paper rubber and vinyl industries.
Hollow
roll for paper mill and roll for rubber and vinyl industries are excellent in precision.
There
are two kinds of roll ; hollow assembling roll and roll with good thermal efficiency.
They
are subject to variation according to method of manufacturing, precision of roll
and price.
Please
refer to following items to adopt what kind of roll for your purpose.
|
|
ITEMS
|
Bored
Roll
|
Hollow
Roll
|
Hollow
Assembling roll
|
Drilled
Roll
|
|
Method
of manufacture
|
Conventional
Type
|
Conventional
Type
|
Contrifugal
Casting
|
Contrifugal
Casting
|
|
Material
|
Cast
Iron
|
Cast
Iron
|
Cast
Iron,
Forged
Steel
|
Cast
Iron,
Forged
Steel
|
|
Structure
|
Monolithic
|
Monolithic
|
Assembling
|
Monolithic,
Assembling
|
|
Blowhole
|
Existence
|
Existence
|
Petty
|
Petty
|
|
Processing
|
Inside
casting shot
|
Whole
surface
processing
|
Whole
surface
processing
|
Whole
surface
processing
|
|
Out-diameter
of Roll
|
810mm
|
810mm
|
1,200mm
|
1,350mm
|
|
Length
of Roll
|
3,000mm
|
5,500mm
|
7,200mm
|
8,800mm
|
|
Chilled
depth
|
10mm
|
10mm
|
7-35mm
|
7-35mm
|
|
Surface
Hardness
|
HS72°±2
|
HS74°±2
|
HS76°-
85°
|
HS72°-
85°
|
|
Accuracy
|
Bad
|
Moderate
|
Good
|
Good
|
|
Price
|
Low
|
Low
|
Moderate
|
High
|
|
Balance
|
Bad
|
Moderate
|
Good
|
Moderate
|
|
Temperature difference
|
More
than 10°C
|
More
than 10°C
|
2°C
- 4°C
|
±1°C
|
|
